- Надежность и длительный срок службы
-
- Гофрированные трубы имеют высокую сопротивляемость кислотам и другим вредным жидкостям;
- Раструбы гофрированных труб могут быть оснащены уплотнительным кольцом из резины для большей герметичности соединений между трубами;
- Благодаря средней длине в шесть метров, для соединения гофрированных труб используется меньше дополнительных деталей, что обеспечивает меньшую вероятность возникновения протечек, в отличие от бетонных труб, средняя длина которых составляет около двух метров;
- Гофрированные трубы лучше переносят негативные эффекты от оседания грунта, что предотвращает возникновение протечек и других повреждений;
- Простота использования и низкая себестоимость
-
- Маленький вес упрощает транспортировку и установку гофрированных труб;
- Для изготовления одной гофрированной трубы из пластика расходуется на 60% меньше материала, чем на изготовление одной гладкой трубы из пластика;
- Перевозка гофрированных труб обходится дешевле, так как гофрированные трубы занимают меньше места, по сравнению с бетонными трубами;
- Гофрированные трубы менее подвержены повреждениям при хранении и перевозке;
- Установка гофрированных труб не требует использования громоздкого оборудования и инструментов;
- Экологически чистая продукция
-
- Гофрированные трубы можно переработать по истечению срока эксплуатации;
- Производство гофрированных труб для прокладки телекоммуникационных кабелей и электропроводки
- Производство гофрированных труб для устройства тепловых сетей
- Производство дренажных труб для дорог, фабричных помещений и стадионов
- Производство дренажных труб для дорог, производственных помещений и стадионов
- Системы вентиляции
Как правило, гофрированные трубы соединяются по разному, в зависимости от сферы их применения, возьмём для примера дренажные или канализационные трубы.
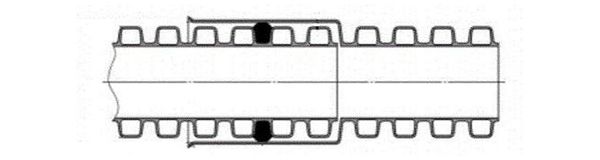
Если гофрированные трубы оснащены раструбом, то они соединяются посредством ввода конца одной трубы в раструб другой трубы и последующим уплотнением места соединения с помощью резинового кольца.
Если используются гофрированные трубы без раструбов, то необходимо соединить трубы при помощи специальных деталей - хомутов, которые крепятся на месте соединения труб.
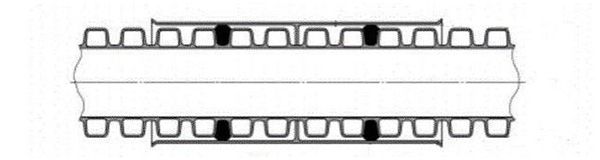
Кроме того, можно воспользоваться соединительной муфтой, которая закрепляется на конце одной из труб, которые необходимо соединить. После этого в муфту нужно вставить конец второй трубы и уплотнить место соединения кольцом из резины. Соединение труб с помощью муфты, так же надёжно, как и соединение при помощи раструбов.



Конечно, для гофрированных труб существует ряд национальных и международных стандартов. Причём каждый из них, касается конкретной сферы применения гофрированных труб. Например, ниже приведён список стандартов для гофрированных труб, применяемых при создании канализационных и дренажных систем.
- ISO 21138-3 (международный стандарт)
- EN13476-3 (Eвропа)
- DIN16961 (Германия)
- GB/T19472.1 (Китай)
- IS16098.2 (Индия)
- ASTM F2648, ASTM F2306 (США)
- AASHTO M 252, AASHTO M 294 (США)

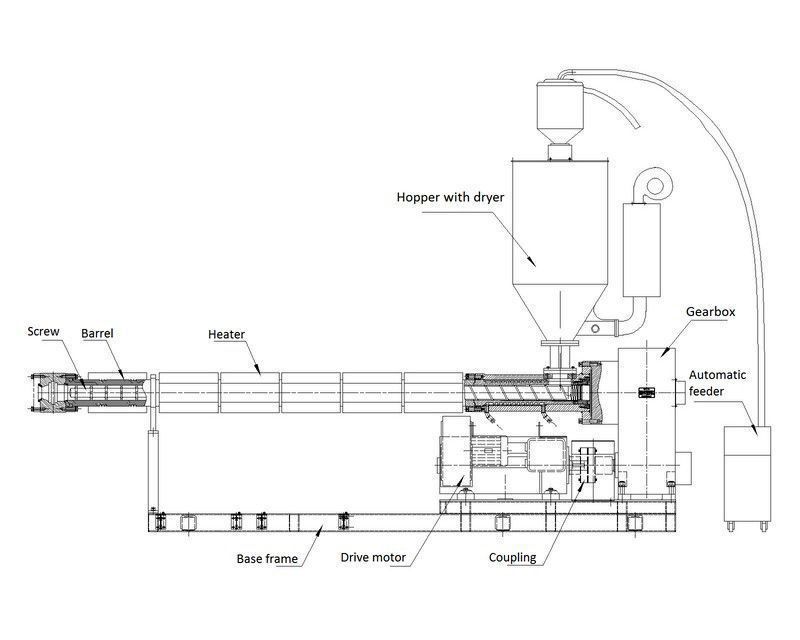
Сначала сырьё для производства (полимеры) загружается в бункер экструдера с помощью автозагрузчика. Перед попаданием в цилиндр экструдера, полимеры проходят температурную обработку нагревателями и вентиляторами для охлаждения, установленными внутри экструдера. После этого расплавленные полимеры попадают на шнек цилиндра, который посредством вращения двигает материал по направлению к экструзионной головке. Двустенные гофрированные трубы могут производиться путём соэкструзии, то есть одновременно двумя экструдерами, один из которых выпускает внешний, а второй - внутренний слой трубы.

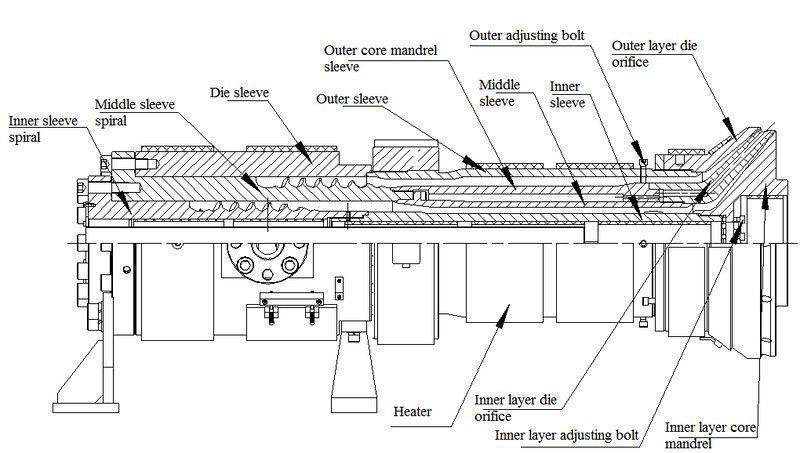
Во время процесса производства двустенных гофрированных труб, используется специальная экструзионная головка с двумя каналами, для соединения двух слоёв трубы. Таким образом, выпускаемый из одного экструдера внешний слой идёт по одному каналу, а внутренний слой из другого экструдера - по второму. При выходе из экструзионной головки, оба слоя соединяются.
После выхода из экструзионной головки, получившаяся заготовка трубы движется к гофратору. Попадая внутрь, внешний слой трубы, под действием давления воздуха или вакуума, плотно прижимается к внутренней поверхности формующих блоков. Блоки, охлажадемые водой, образуют т.н гофры - те самые складки на поверхности трубы. В то же время, под действием давлением воздуха/вакуума, внутренний слой трубы прижимается к поверхности охлаждаемого водой калибратора, который окончательно формирует внутренний слой трубы.




После гофрирования, двустенная труба переходит в охлаждающую ванну, где пластик принимает комнатную температуру. После чего, с помощью вытягивающего механизма, труба подаётся в устройство для резки.

Режущее устройство разрезает трубы по длине, оставляя ровные и гладкие края и не оставляя при этом стружки на поверхности или внутри труб.

В самом конце, готовая гофрированная труба подаётся на приёмный стол для взвешивания и отправки на склад.



